
 咨詢電話:13925584641 咨詢電話:13925584641
咨詢電話:13925584641 咨詢電話:13925584641 



 全國免費客服電話 13925584641
全國免費客服電話 13925584641 郵箱:3129207750@qq.com
手機:13925584641
電話:13925584641
地址:東莞市長安鎮廈崗社區三和工業園A棟
發布時間:2021-09-09 人氣: 1,225
拉擠成型是指玻璃纖維等增強材料在外力的牽引下,經過浸膠、擠壓成型、加熱固化、定長切割等一系列工序,連續生産複合材料線型制品的一種方法。增強材料從紗架引出後,經過排紗器進入浸膠槽,浸透樹脂膠液後,進入預成型模,将多餘的樹脂和氣泡排出,最後進入成型模凝膠、固化。固化後的制品由牽引機連續不斷地從模具拔出,由切斷機定長切斷。它區别于其他成型工藝的地方是需要外力牽引和擠壓模塑,故稱爲拉擠成型工藝。
拉擠成型工藝過程如下:增強材料(纖維及氈材等)排布→浸膠→預成型→擠壓模塑及固化→牽引→切割→制品。工藝流程如下所示:
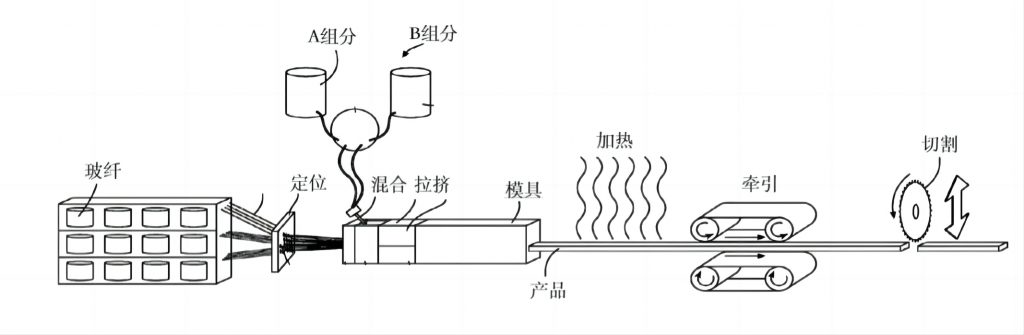
在拉擠成型工藝中有六個關鍵因素:①增強材料傳送系統,如紗架、過紗裝置、毯架以及輸送裝置;②樹脂浸漬系統;③預成型系統;④模具;⑤牽引裝置;⑥切割裝置。
拉擠成型的纖維類型以E玻纖爲主,也有一些較高性能的S玻纖及碳纖維。纖維的形态主要有粗紗、短切氈、表面氈、平面織物等。排紗是将安裝在紗架上的增強材料從紗筒上引出并均勻整齊排布的過程。排紗系統包括紗架、氈鋪展裝置、纏繞機或編織機等。纖維的引出方式有兩種:内抽和外引。
浸漬是将排布整齊的增強纖維均勻浸漬上已配制好的樹脂膠液的過程。一般有三種形式:壓紗浸漬;直槽浸漬;輥筒浸漬。其中前兩種方法最爲常用。
浸漬過的增強材料在經過預成型後,進入模具。根據産品結構的不同,拉擠工藝的預成型體系形式多樣而豐富,其主要目的在于使增強材料按照預先設計的鋪層結構,從發散狀态自然、流暢地過渡到與産品截面相似,完成最終定位,順利進入模腔。
預成型可以通過框架和模具以及模具托台固定在一起,也可以根據增強材料的鋪層結構,設計在浸漬區域的上方或下方。拉擠成型管材時,一般使用圓環狀預成型模;制造空心型材時,通常使用帶有芯模的預成型模;生産異型材時,大都使用形狀與型材截面狀接近的金屬預成型模具。
成爲型材形狀的浸膠增強材料進入模具并在模具中固化成型。一般把模具分爲三段,即加熱區、膠凝區和固化區。在模具上使用三組加熱闆來加熱,并嚴格控制溫度。模具的溫度主要根據樹脂在固化中的放熱曲線及物料與模具的摩擦性能而設定。溫度低樹脂不能固化;溫度過高,坯料一入模就固化,使成型、牽引困難,嚴重時會産生廢品甚至損壞設備。
型材由一個自動同步移動的切割鋸按需要的長度切割。切割是在連續生産過程中進行的,當制品長度達到要求時,控制器接通切割電機電路,切割裝置開始工作,切成長度一緻的制品。
我公司專業定制生産自動配比自動混合實時供料的拉擠注膠機,通過不斷向浸膠槽供膠,來保持拉擠線長期工作,如需了解拉擠注膠機的詳細資料,可随時進行咨詢。
相關推薦
服務熱線
